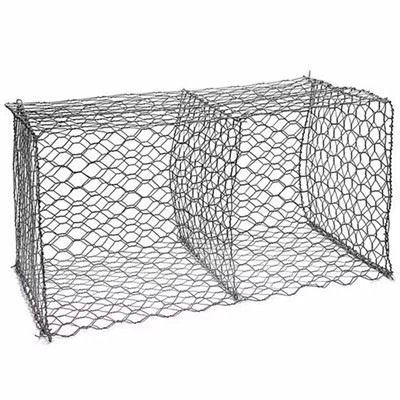
Ključ sposobnosti zavarene gabionske mreže da posluži različitim projektima sa svojim pravilnim oblikom i stabilnom izvedbom leži u preciznom dizajnu i strogoj izvedbi procesa oblikovanja. Ovaj proces pretvara sirovu žicu u mrežastu strukturu s fiksnim rešetkama, krutim čvorovima i izvrsnom otpornošću na koroziju kroz niz koraka. Cijeli proces integrira više tehnologija kao što su obrada materijala, automatizirano zavarivanje i površinska obrada kako bi se osiguralo da gotov proizvod zadovoljava visoke standarde u smislu čvrstoće, preciznosti i trajnosti.
Na početku procesa oblikovanja, sirovine moraju proći strogu provjeru i prethodnu obradu. Obično se odabiru čelične šipke visoke-čvrstoće s niskim-udjelom ugljika koje su u skladu s nacionalnim standardima. Promjer žice prilagođava se zahtjevima dizajna kroz proces izvlačenja, a zatim se izravnava kako bi se eliminiralo savijanje i savijanje, što rezultira ravnim žicama s glatkom površinom. Kontrola tolerancije promjera žice i mehaničkih svojstava u ovoj fazi izravno utječe na kasniju kvalitetu zavarivanja i jednolikost naprezanja na mrežici. Ako je potrebno, žice se čiste i odmašćuju kako bi se poboljšala kvaliteta kontakta tijekom zavarivanja i stvorili povoljni uvjeti za prianjanje antikorozivnog sloja.
Osnovni korak je automatizirano zavarivanje i oblikovanje. Pomoću opreme za otporno zavarivanje ili zavarivanje argonskim lukom, poprečne i uzdužne čelične žice precizno se postavljaju i spajaju na sjecištima prema unaprijed postavljenoj veličini mreže i parametrima ploče. Proces zavarivanja zahtijeva strogu kontrolu struje, tlaka i vremena zavarivanja kako bi se osiguralo potpuno taljenje i eliminirali nedostaci kao što su nepotpuni zavari, pukotine i uključci troske. Čvrstoća zavara trebala bi biti blizu ili veća od čvrstoće osnovnog materijala kako bi se osiguralo da mreža ne olabavi pod opterećenjem. Automatizirana oprema omogućuje kontinuirani rad, osigurava ravnu površinu mreže i jednoliku mrežu, značajno smanjujući ljudske pogreške i poboljšavajući učinkovitost proizvodnje.
Nakon zavarivanja, mreža se podvrgava podrezivanju i rezanju. Kontinuirana mrežasta površina reže se na standardne ploče u skladu s potrebnom duljinom i širinom za projekt, uklanjajući neravnine rubova i višak zavarenih perli kako bi se osigurao uredan oblik i točne dimenzije. Za područja izložena velikim koncentriranim opterećenjima, oko mreže se mogu dodati armaturne žice ili okviri kako bi se poboljšala ukupna krutost i otpornost na deformacije.
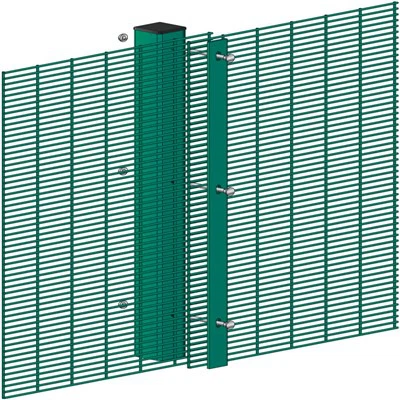
Naknadna površinska anti{0}}korozivna obrada ključni je korak u osiguravanju dugotrajnog-životnog vijeka oblikovane mreže. Uobičajeni procesi uključuju vruće-cinčavanje potapanjem, premazivanje-aluminijskom slitinom cinka i polimerno premazivanje. Galvanizacija stvara gusti sloj cinka na površini čelične žice, otporan na atmosfersku i elektrokemijsku koroziju. Legure cinka-aluminija nude još bolju otpornost na koroziju u morskim sredinama ili sredinama s-visokom soli. PVC premaz dodaje UV otpornost i otpornost na vremenske uvjete zaštiti od korozije i omogućuje različite izglede. Debljina i prianjanje sloja protiv -korozije moraju se ispitati kako bi se osigurala jaka veza s podlogom od čelične žice.
Provjera kvalitete provodi se kroz cijeli proces oblikovanja, uključujući ispitivanje promjera žice i mehaničkih svojstava, ispitivanje čvrstoće zavara, mjerenje veličine mreže i odstupanja širine ploče te debljinu premaza i procjenu adhezije. Kvalificirani proizvodi su numerirani prema specifikacijama, pakirani i zaštićeni od vlage i oštećenja prije ulaska u skladište, transport i konstrukciju.
Sve u svemu, proces oblikovanja zavarene gabionske mreže usredotočen je na pažljivo odabrane sirovine, precizno zavarivanje, standardiziranu završnu obradu i učinkovitu zaštitu. Kroz strogu kontrolu u više faza, žica se transformira u strukturno stabilnu i pouzdanu krutu mrežu, pružajući čvrst materijalni temelj za inženjersku zaštitu.